Colada de metales no ferrosos.
Un método de colada continua de un metal fundido para obtener un producto metálico que comprende los pasosde:
proveer un metal fundido no ferroso sobre un par de superficies de colada separadas que se mueven hacia adelante;solidificar el metal fundido que hay sobre las superficies de colada al tiempo que se hace avanzar al metal entre lassuperficies de colada para producir capas exteriores de metal sólido adyacentes a las superficies de colada y unacapa interior semisólida que contiene dendritas globulares del metal entre las capas exteriores de metal sólido;solidificar la capa interior semisólida para producir un producto de metal sólido compuesto de la capa interior y de lascapas exteriores; y
retirar el producto de metal sólido de entre las superficies de colada, siendo las superficies de colada las superficiesde unos cilindros giratorios con un punto de estrechamiento definido entre ellos o siendo las superficies de colada lassuperficies de unas cintas que se desplazan sobre los cilindros giratorios, definiendo los cilindros un punto deestrechamiento entre ellos, que se caracteriza por que el metal es una aleación de magnesio, titanio, cobre, níquel,zinc o estaño y por que al producto se le hace salir del punto de estrechamiento a una velocidad de 7,6 a 122 metrospor minuto (25 a 400 pies por minuto); la fuerza aplicada por los cilindros al metal que avanza entre ellos no essuperior a 525 N por cm de espesor del producto (300 libras por pulgada de espesor del producto), y el productocomprende una banda metálica que tiene un espesor de 0,15 a 0,64 cm (0,06 a 0,25 pulgadas), llevándose el métodoa cabo de modo que la finalización de dicho paso de solidificación ocurre en el punto de estrechamiento, y según elmétodo las dendritas se rompen en la capa interior semisólida antes de la finalización de dicho paso de solidificacióny en donde dichas dendritas no han sido trabajadas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2003/018764.
Solicitante: ALCOA INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: ALCOA CORPORATE CENTER 201 ISABELLA STREET PITTSBURGH, PA 15212-5858 ESTADOS UNIDOS DE AMERICA.
Inventor/es: ÜNAL,ALI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D11/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C).
- B22D11/06 B22D […] › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › en moldes de paredes que se desplazan, p. ej. entre rodillos, placas, correas, orugas (B22D 11/07 tiene prioridad).
- B22D11/12 B22D 11/00 […] › Accesorios para el tratamiento ulterior o trabajo de las barras coladas in situ (laminado inmediatamente después de la colada continua B21B 1/46, B21B 13/22).
- B22D11/20 B22D 11/00 […] › de la retirada de barras coladas.
PDF original: ES-2423825_T3.pdf
Fragmento de la descripción:
Colada de metales no ferrosos Campo de la invención [0001] La presente invención se refiere a la colada de aleaciones de metales no ferrosos, más concretamente, a la colada de aleaciones de metales no ferrosos para crear una costra o costras solidificadas rápidamente y una zona central sin segregación que contiene dendritas rotas.
Antecedentes de la invención [0002] La colada continua de metales, tales como aleaciones de aluminio, se efectúa convencionalmente en máquinas de colada de cilindros gemelos, máquinas de colada de bloques y máquinas de colada de cintas. La colada de aleaciones de aluminio entre cilindros gemelos ha dado buenos resultados y ha disfrutado de un buen éxito de aplicación comercial a pesar de las bajas velocidades de producción obtenidas hasta la fecha. La colada entre cilindros gemelos consiste tradicionalmente en una técnica combinada de solidificación y deformación que consiste en alimentar el metal fundido en la mordedura entre un par de cilindros enfriados contrarrotatorios en donde se inicia la solidificación cuando el metal fundido entra en contacto con los cilindros. El metal solidificado se forma a modo de “frente de congelación” del metal fundido dentro de la mordedura entre los cilindros y el metal sólido avanza hacia el punto de estrechamiento, el punto de separación mínimo entre los cilindros. El metal sólido pasa a través del punto de estrechamiento como una lámina sólida. La lámina sólida es deformada por los cilindros (laminada en caliente) y sale de los cilindros.
Las aleaciones de aluminio se han venido colándose entre cilindros con éxito obteniéndose láminas de 0, 63 cm (1/4 de pulgada) de espesor a unos 1, 22-1, 83 m/min (4-6 pies por minuto) o unos 0, 89-1, 25 kg por hora por cm de espesor de colada (50-70 libras por hora por pulgada de espesor de colada (lbs/hr/in) ) . Los intentos por aumentar la velocidad de la colada entre cilindros normalmente han fallado debido a la segregación en la línea central. Aunque en general se acepta que una lámina de calibre reducido (por ejemplo, con un espesor menor de 0, 63 cm (1/4 de pulgada) ) podría producirse más rápidamente que una lámina con un calibre mayor en una máquina de colada de cilindros, la capacidad de colar aluminio entre los cilindros a velocidades significativamente superiores a 1, 25 kg /hr/cm (70 lbs/hr/pulgada) ha resultado difícil de alcanzar.
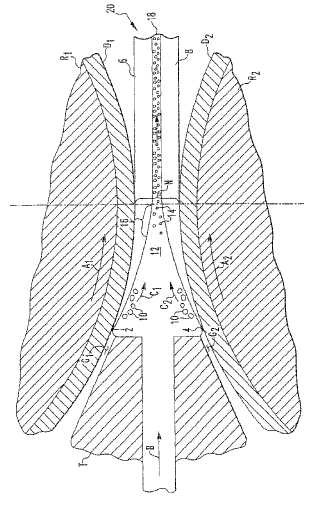
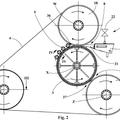
El funcionamiento normal de una máquina de colada de cilindros gemelos a calibres finos se describe en la Patente Estadounidense n.º 5.518.064 y puede verse representado en las Figs. 1 y 2. Hay una cámara de retención del metal fundido H conectada a una punta de alimentación T que distribuye el metal fundido M entre unos cilindros gemelos enfriados con agua R1 y R2 que rotan en la dirección de las flechas A1 y A2, respectivamente. Los cilindros R1 y R2 tienen unas superficies lisas U1 y U2; y cualquier rugosidad sobre las mismas es el resultado de la técnica de esmerilado de los cilindros utilizada durante su fabricación. Las líneas centrales de los cilindros R1 y R2 están en un plano vertical o más o menos vertical L (por ejemplo, de hasta unos 15° desde la vertical) de modo que la banda colada S se forma en una trayectoria más o menos horizontal. Con otras versiones de este método se forma una banda en una dirección verticalmente hacia arriba. El espesor de la banda colada S queda determinado por el espesor de la punta T. El plano L pasa a través de una región de separación mínima entre los cilindros R1 y R2 denominada punto de estrechamiento entre los cilindros N. Entre la banda sólida colada S y el metal fundido M hay una región de solidificación entre que incluye una región de fase mixta de líquido y sólido X. Entre la región X y la banda colada S hay definido un frente de congelación F como línea de solidificación completa.
En la colada entre cilindros convencional de aleaciones de aluminio, el calor del metal fundido M es transferido a los cilindros R1 y R2 de modo que la ubicación del frente de congelación F se mantiene aguas arriba del punto de estrechamiento N. De este modo, el metal fundido M se solidifica a un espesor mayor que la dimensión del punto de estrechamiento N. La banda sólida colada S es deformada por los cilindros R1 y R2 para alcanzar el espesor final de la banda. Con la laminación en caliente de la banda solidificada entre los cilindros R1 y R2 conforme a una colada entre cilindros convencional se obtienen unas propiedades únicas en la banda características de la banda de aleación de aluminio colada entre cilindros. En particular, una zona central a través del espesor de la banda se enriquece en elementos de formación de eutécticos (formadores de eutécticos) en la aleación tales como Fe, Si, Ni, Zn y análogos y empobrece en elementos de formación de peritécticos (Ti, Cr, V y Zr) . Este enriquecimiento de formadores de eutécticos (a saber, elementos de aleación distintos del Ti, Cr, V y Zr) en la zona central ocurre porque esa porción de la banda S corresponde a una región del frente de congelación F en la que la solidificación ocurre en último lugar y se conoce como “segregación de la línea central”. La segregación extensiva de la línea central en la banda en bruto es un factor que restringe la velocidad de las máquinas de colada de cilindros convencionales. La banda en bruto también muestra señales de trabajo por parte de los cilindros. Los granos que se forman durante la solidificación del metal aguas arriba del punto de estrechamiento son aplanados por los cilindros. Por lo tanto, el aluminio colado entre cilindros incluye granos alargados en ángulo respecto a la dirección de laminación.
La separación entre los cilindros en el punto de estrechamiento N puede reducirse para producir una banda con un calibre más fino S. Si embargo, al reducir la separación entre los cilindros, aumenta la fuerza de separación de los cilindros generada por el metal sólido entre los cilindros R1 y R2 . La cantidad de fuerza de separación de los cilindros se ve afectada por la ubicación del frente de congelación F respecto al punto de estrechamiento de los cilindros N. Al reducir la separación entre los cilindros, aumenta el
porcentaje de reducción de la lámina metálica así como la fuerza de separación de los cilindros. En algún punto, las posiciones relativas de los cilindros R1 y R2 para alcanzar la separación deseada entre los cilindros no puede resistir la fuerza de separación de los cilindros y se alcanza el espesor de calibre mínimo para esa posición del frente de congelación F.
La fuerza de separación de los cilindros puede reducirse aumentando la velocidad de los cilindros para mover el frente de congelación F aguas abajo hacia el punto de estrechamiento N. Al mover el frente de congelación aguas abajo (hacia el punto de estrechamiento N) , puede reducirse la separación entre los cilindros. Este movimiento del frente de congelación F reduce la relación entre el espesor de la banda en el punto de solidificación inicial y la separación entre los cilindros en el punto de estrechamiento N, reduciendo así la fuerza de separación de los cilindros ya que, proporcionalmente, se comprime y lamina en caliente menos metal solidificado. De este modo, conforme la posición del frente de congelación F se mueve hacia el punto de estrechamiento N, se solidifica una cantidad proporcionalmente mayor de metal y, después, se lamina en caliente a calibres más finos. Según la práctica convencional, la colada entre cilindros de una banda de calibre fino se consigue colando primero entre los cilindros una banda con un calibre relativamente alto, reduciendo el calibre hasta alcanzar una fuerza máxima de separación de los cilindros, haciendo avanzar el frente de congelación para reducir la fuerza de separación de los cilindros (a base de aumentar la velocidad de los cilindros) y seguir reduciendo el calibre hasta volver a alcanzar de nuevo la fuerza máxima de separación de los cilindros, y repetir el proceso de avanzar el frente de congelación y reducir el calibre de manera iterativa hasta alcanzar el calibre deseado. Por ejemplo, puede laminarse una banda de 10 milímetros S y reducir el espesor hasta que la fuerza de separación de los cilindros resulte excesiva (por ejemplo, a los 6 milímetros) , para lo que se necesita aumentar la velocidad de los cilindros.
Este proceso de aumentar la velocidad de los cilindros sólo puede realizarse cuando el frente de congelación F alcanza una posición predeterminada aguas abajo. La práctica convencional dicta que el frente de congelación F no avance hacia el punto de estrechamiento entre los cilindros N para asegurar que la banda sólida sea laminada en el punto de estrechamiento N. Generalmente se reconoce... [Seguir leyendo]
Reivindicaciones:
1. Un método de colada continua de un metal fundido para obtener un producto metálico que comprende los pasos de:
proveer un metal fundido no ferroso sobre un par de superficies de colada separadas que se mueven hacia adelante;
solidificar el metal fundido que hay sobre las superficies de colada al tiempo que se hace avanzar al metal entre las superficies de colada para producir capas exteriores de metal sólido adyacentes a las superficies de colada y una capa interior semisólida que contiene dendritas globulares del metal entre las capas exteriores de metal sólido;
solidificar la capa interior semisólida para producir un producto de metal sólido compuesto de la capa interior y de las capas exteriores; y
retirar el producto de metal sólido de entre las superficies de colada, siendo las superficies de colada las superficies de unos cilindros giratorios con un punto de estrechamiento definido entre ellos o siendo las superficies de colada las superficies de unas cintas que se desplazan sobre los cilindros giratorios, definiendo los cilindros un punto de estrechamiento entre ellos, que se caracteriza por que el metal es una aleación de magnesio, titanio, cobre, níquel, zinc o estaño y por que al producto se le hace salir del punto de estrechamiento a una velocidad de 7, 6 a 122 metros por minuto (25 a 400 pies por minuto) ; la fuerza aplicada por los cilindros al metal que avanza entre ellos no es superior a 525 N por cm de espesor del producto (300 libras por pulgada de espesor del producto) , y el producto comprende una banda metálica que tiene un espesor de 0, 15 a 0, 64 cm (0, 06 a 0, 25 pulgadas) , llevándose el método a cabo de modo que la finalización de dicho paso de solidificación ocurre en el punto de estrechamiento, y según el método las dendritas se rompen en la capa interior semisólida antes de la finalización de dicho paso de solidificación y en donde dichas dendritas no han sido trabajadas.
2. El método de la Reivindicación 1, en donde el metal es una aleación de magnesio o de titanio.
3. Un método conforme a la Reivindicación 1, en donde el producto sale del punto de estrechamiento como mínimo 30, 5 metros por minuto (100 pies por minuto) .
4. Un método conforme a cualquiera de las reivindicaciones precedentes, en donde el espesor de la capa interior solidificada comprende entre un 20% y un 30% del espesor del producto.
5. Un método conforme a cualquiera de las reivindicaciones precedentes, en donde las superficies de colada se texturan para formar irregularidades en las superficies que entran en contacto con el metal fundido.
6. Un método conforme a la Reivindicación 5, en donde dichas irregularidades de las superficies tienen forma de ranuras, hoyuelos o estrías.
7. Un método conforme a la Reivindicación 5 o a la Reivindicación 6, en donde dichas irregularidades de las superficies están separadas según un patrón regular de 8 a 48 irregularidades por centímetro (20 a 120 irregularidades por pulgada) .
8. Un método conforme a la Reivindicación 5 o a la Reivindicación 6, en donde dichas irregularidades de las superficies están separadas según un patrón regular de 24 irregularidades por centímetro (60 irregularidades por pulgada) .
9. Un método conforme a cualquiera de las Reivindicaciones 5 a 8, en donde dichas irregularidades de las superficies tienen una altura de 5 a 50 micrómetros.
10. Un método conforme a cualquiera de las Reivindicaciones 5 a 8, en donde dichas irregularidades de las superficies tienen una altura de 30 micrómetros.
11. Un método conforme a cualquiera de las reivindicaciones anteriores, en donde las superficies de colada se cepillan continuamente en las regiones alejadas del producto para eliminar los residuos que podrían acumularse.
Patentes similares o relacionadas:
Boquilla de inmersión, del 15 de Julio de 2020, de KROSAKIHARIMA CORPORATION: Una boquilla de inmersión, en la que la boquilla de inmersión tiene una forma plana en la que el ancho Wn de un orificio interior es mayor que un grosor […]
Máquina continua de colada de tiras de plomo y boquilla, del 13 de Mayo de 2020, de WIRTZ MANUFACTURING CO., INC: Una máquina de colada de tiras de plomo para rejillas de placa de batería, comprendiendo la máquina de colada: una bomba que tiene una entrada para recibir plomo […]
Procedimiento de fabricación de chapas de acero austenítico de hierro-carbono-manganeso de muy altas características de resistencia y excelente homogeneidad, del 15 de Abril de 2020, de Arcelormittal: Chapa laminada en caliente de acero austenítico de hierro-carbono-manganeso cuya resistencia es superior a 1200 MPa, cuyo producto P (resistencia […]
Cinta de aleación amorfa ferromagnética con salientes superficiales reducidos, método de colado y aplicación de los mismos, del 1 de Abril de 2020, de METGLAS, INC.: Una cinta de aleación amorfa ferromagnética, que comprende: una aleación que tiene una composición representada por FeaSibBcCd, donde 80,5 ≤ […]
Moldeado continuo de tira de aleación de plomo para electrodos de batería de alta resistencia, del 25 de Marzo de 2020, de MiTek Holdings, Inc: Un método para moldear continuamente una tira de aleación de plomo sobre una superficie de moldeado sometida a abrasión , la cual ha sido sometida a abrasión […]
Sistema y procedimiento para colada continua, del 25 de Diciembre de 2019, de HAZELETT STRIP-CASTING CORPORATION: Aparato de colada continua para colar una banda metálica, que comprende: una primera correa soportada por una primera polea aguas arriba […]
 Máquina para la formación continua de una tira de plomo, del 30 de Octubre de 2019, de SOVEMA GROUP S.p.A: Máquina para la formación continua de una tira de plomo, que comprende:
- una estructura de soporte destinada a apoyarse sobre el suelo;
- por lo menos un rodillo […]
Máquina para la formación continua de una tira de plomo, del 30 de Octubre de 2019, de SOVEMA GROUP S.p.A: Máquina para la formación continua de una tira de plomo, que comprende:
- una estructura de soporte destinada a apoyarse sobre el suelo;
- por lo menos un rodillo […]
Fundición de una banda de acero, del 27 de Mayo de 2019, de NUCOR CORPORATION: Un procedimiento de fundición de una banda de acero que comprende: introducir acero ordinario al carbono fundido sobre las superficies de fundición […]